

联系我们

冲压件异型钢管质优价廉
更新时间:2025-04-30 21:58:49 ip归属地:河北,天气:中雨,温度:18 浏览次数:34 公司名称:聊城 金海金属材料有限公司(河北分公司)
| 品牌 | 山东 |
|---|---|
| 产地 | 聊城 |
| 用途 | 机械配件 |
| 产品特色 | 易加工,交货快,来图定做 |
| 可售卖地 | 全国 |




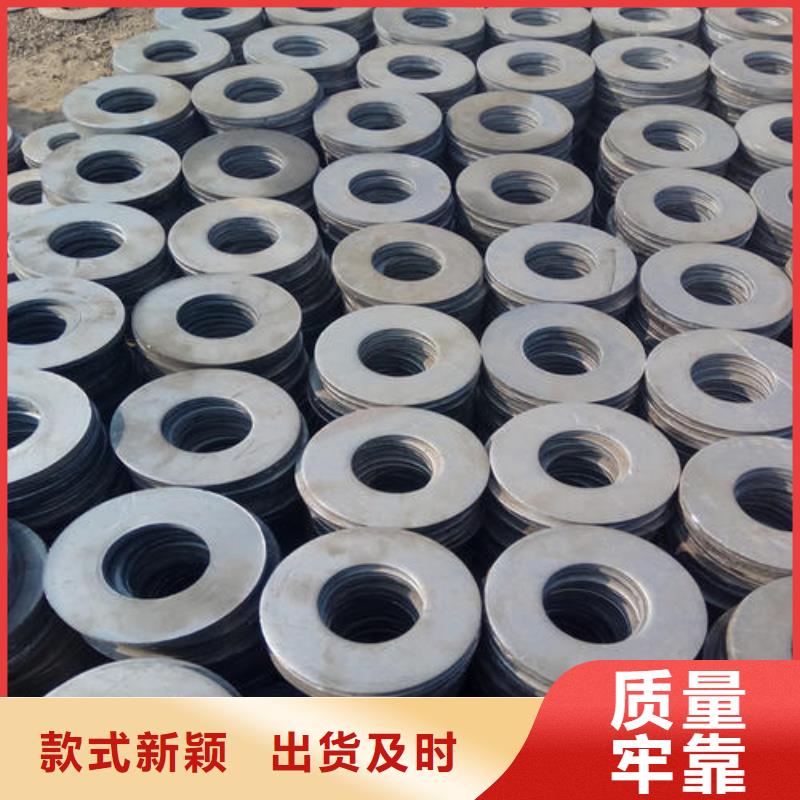
金海金属材料有限公司(河北分公司)主营 冷拔异型管。公司经营多年来,“以诚信求生存,以质量谋发展”为宗旨,我公司不断引进高素质人才,打造自己的营销队伍,争取在业内创造丰碑。长期现货供应,厂家直销,工艺精湛,产品质量保障,凭着诚信为本,科学生产,严格管理,完善服务的企业宗旨,依靠的企业员工精心打造国际品牌和产品,我们竭诚与国内外新老客户紧密合作共创企业辉煌的明天。


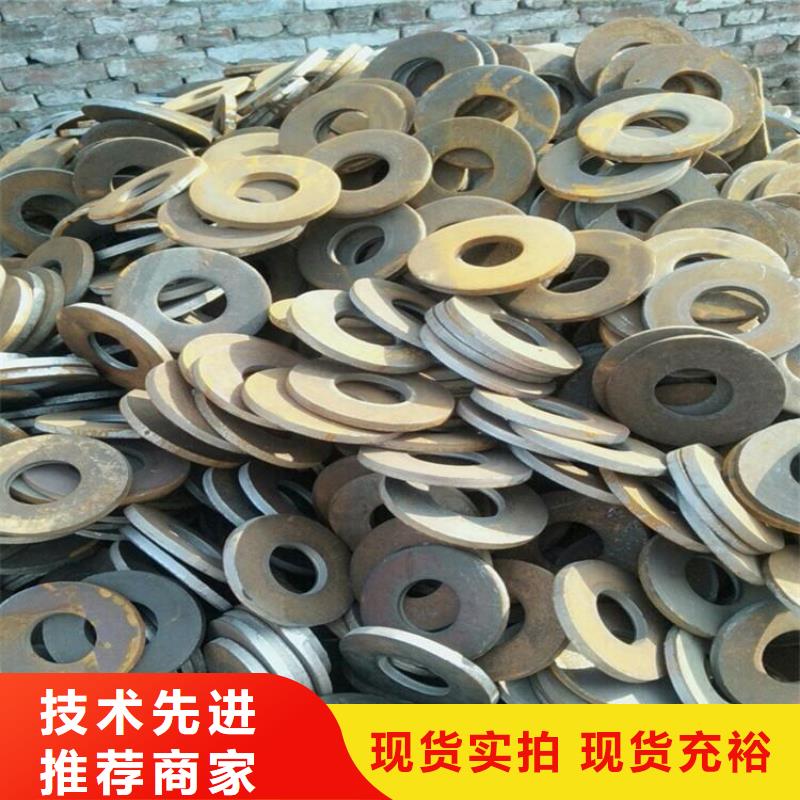
冲压件
21. 严禁非电工人员接电与维修机器。
22. 严禁风枪对准人吹,易伤到眼睛。
23. 操作员需带上耳塞。
24. 发现机台异常时先关掉电源再及时找当班技术员处理,不能擅自处理。
25. 新进员工 天上班时,组长一定要给他讲解好操作规范, 个星期每天学习一次操作规程。
26. 调机时,一定要将机台调至单动,严禁打连动排料带。
27. 电闸下面不能存放任何易燃、易爆物品。
28. 作业员严禁在车间内追追打打,以免摔交、碰倒产品或撞伤自己。
29. 按照设备点检卡上的检查内容进行设备检查,特别注意冲床的导向和制动装置运转是否正常,单冲和连冲功能分明。
30. 在小冲床(10T)上安装模具时,先松开导轨的锁紧装置,安装上下模,然后调节导轨行程,直至符合要求并锁紧紧固装置,另在高冲上架模时,必须打到单冲行程,锁紧上模后,下模在油压锁模后锁紧,生产前再作一次检查。·



在实际冲压加工中,为减少拉深次数,拉深系数一般取小值。当拉深系数小到一定值时,凸缘外边沿便会出现起皱现象,但可用增加压力圈的压边力防止起皱的出现。当拉伸系数小到一定值时,出现拉破现象,拉破一般出现在拉深力快出现峰值时,即拉深的初始阶段。极限拉深系数,在危险断面不被拉破的条件下所能采用的小拉深系数。
拉伸件的拉伸次数和各次拉伸直径则根据拉伸系数M确定,M是指每次拉伸后的圆筒直径与拉伸钱的毛坯直径之比,它是用来控制拉伸时变形变形程度的工艺指标之一,是拉伸工艺计算的基础,影响拉伸系数的主要因素是拉伸材料的延展性能、模具的圆角半径、拉伸模具的间隙、以及模具的润滑等.
下面为大家详细介绍一下影响拉伸件拉伸系数的因素:
1、拉伸冲压件材料的机械性能与表面状态,对于屈服点应力数值低、拉抗强度高、延伸率大的材料,拉伸时凸缘变形区的变形抗力减小,材料容易变形,拉伸系数可取小些;而材料的抗拉强度大,提高了危险断面处的强度,减小了拉伸破裂的危险,则拉伸系数可取大些。表面光洁平整的材料,拉伸系数也可取小些,对于有锈斑和表面粗糙度的材料,会增大拉伸系数值,严重时会因增大摩擦阻力而容易使材料拉伸断裂。
2、拉伸冲压件材料的厚度,对于厚的板料,拉伸时不易起皱,拉伸系数值可取小些。
3、凸、凹模圆角半径,拉伸凸、凹模圆角半径较大时,材料流动阻力小,拉伸系数值可取小些,相反则应取大值。拉伸凹模圆角半径过小,材料流入凹模时摩擦阻力增大,加大了拉伸件的内应力,在拉伸过程材料容易断裂。
4、凸凹模间隙及表面粗糙度,凸、凹模间隙大,表面粗糙度小、硬度高、拉伸系数值可减小。但间隙过大,表面粗糙度过大、拉伸时材料易起皱断裂。
5、有无压边圈,有压边圈拉伸时,增大了材料抗压力,材料不易起皱,拉伸系数值可取小些;无压边圈拉伸时,毛坯表面无抗压力,故材料易起皱,拉伸系数值可取大些。
6、拉伸冲压件的拉伸速度,拉伸过程的行程速度过高,材料变形急剧,容易产生拉伸断裂;拉伸速度慢,材料在拉伸过程中变形均匀,则不易产生拉伸断裂,拉伸系数可取小些。拉伸速度一般为200~350mm/min,多工位传递拉伸速度为220~280mm/min。
7、使用适当的润滑剂,在拉伸过程中,材料与模具之间有摩擦存在,所以要有专用的冲压拉伸润滑油,摩擦力大不仅使拉伸系数增大,拉伸力增加而且会磨损,刮伤模具和工件间表面所以是有害的,因而利用润滑条件发挥传力区的变形潜力来补偿不均匀性,既能提高传力区的承载能力,又能促进整个变形区顺利进行塑性变形。所以在拉伸中润滑条件是必备的。



冲压件
10. 短小工件时,要用专门工具,不得用手直接送料或取件。
11. 生产者站立要恰当,手和头部应与冲床保持一定的距离,并时刻注意冲床动作,严禁与他人闲谈。
12. 生产时操作员、修模员严禁把手伸入模具内作业。
13.作业员在安装吸风机时,严禁把手伸到电机上打扫废料 。
14. 上班时严禁穿拖鞋,以免车间模具、铁块等砸到脚。班长、钳工、修模员上班时必须穿劳保鞋;
15. 男作业员严禁留长发,女作业员长发要盘起来,以免长发卷入飞轮内。
16. 白电油、酒精、清洗剂等其它油类要注意防火。
17. 材料、废料和模具装箱时需带手套作业,以免划伤手。
18. 有油质时须及时清理,以免地滑摔交。
19. 钻铣床时严禁带手套;在使用磨床时要带口罩和眼睛防护罩,保护好自己。
20. 注意拖拉模具以防掉落地上(要把平板车放到 才能拉运模具)



⑴.合理的模具设计。在级进模中,下料顺序的安排有可能影响到冲压件成形的精度。针对冲压件细小部位的下料,一般先安排较大面积之冲切下料,再安排较小面积的冲切下料,以减轻冲裁力对冲压件成形的影响。
⑵.压住材料。克服传统的模具设计结构,在卸料板上开出容料间隙(即模具闭合时,而材料又可被压紧。关键成形部位,卸料板一定做成镶块式结构,以方便解决长时间冲压所导致卸料板压料部位产生的磨(压)损,而无法压紧材料。
⑶.增设强压功能。即对卸料镶块压料部加厚尺寸(正常的卸料镶块厚H+0.03mm),以增加对凹模侧材料的压力,从而抑制冲切时冲压件产生翻料、扭曲变形。
⑷.凸模刃口端部修出斜面或弧形。这是减缓冲裁力的有效方法。减缓冲裁力,即可减轻对凹模侧材料的拉伸力,从而达到抑制冲压件产生翻料、扭曲的效果。
⑸.日常模具生产中,应注意维护冲切凸、凹模刃口的锋利度。当冲切刃口磨损时,材料所受拉应力将增大,从而冲压件产生翻料、扭曲的趋向加大。
⑹.冲裁间隙不合理或间隙不均也是产生冲压件翻料、扭曲的原因,需加以克服。